Fill Out Your Welder Performance Qualification Record Template
Fill Out Your Welder Performance Qualification Record Template
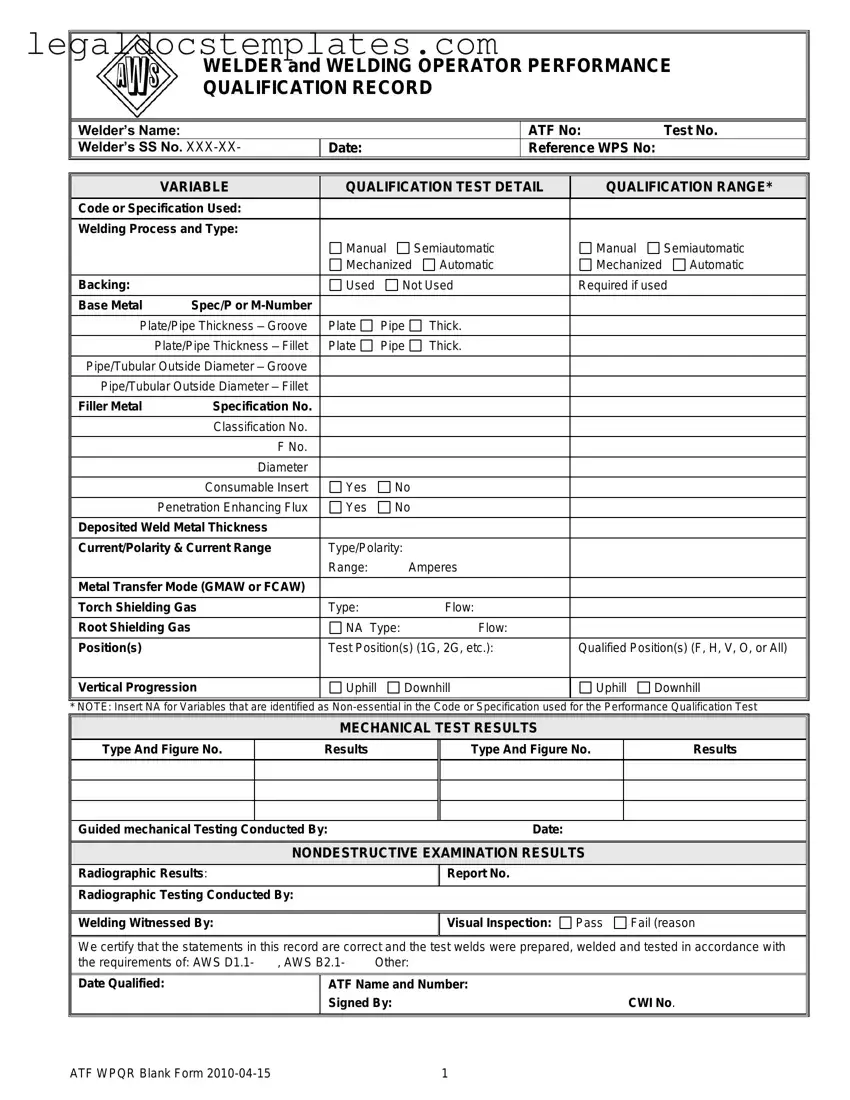
A Welder Performance Qualification Record form is a crucial document in the welding industry, serving as an official record that verifies a welder's ability to produce welds meeting specific codes and standards. This comprehensive form covers essential information such as the welder's name, ATF (Accredited Testing Facility) number, the test number, and the welder's Social Security number. It also includes the date of the test and references the Welding Procedure Specification (WPS) number, providing a thorough background for the qualifications being assessed. Various aspects of the welding process are documented, including the type of welding (manual, semiautomatic, mechanized, or automatic), backing usage, base metal specifications, and filler metal details. Critical specifications such as plate or pipe thickness, deposited weld metal thickness, current type and range, and shielding gas details are recorded alongside the positions in which the welder is tested and qualifies. The form also encompasses results from mechanical tests and nondestructive examination such as radiographic testing and visual inspection, ensuring a welder's qualifications are comprehensively evaluated. This record is a testament to the welder's skills and compliance with industry standards, such as those set by the American Welding Society (AWS), underscoring its significance for both welders and employers in the welding sector.
WELDER and WELDING OPERATOR PERFORMANCE
QUALIFICATION RECORD
|
Welder’s Name: |
|
|
|
|
ATF No: |
|
Test No. |
||||||
|
Welder’s SS No. |
|
Date: |
|
|
Reference WPS No: |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
VARIABLE |
|
|
QUALIFICATION TEST DETAIL |
|
|
QUALIFICATION RANGE* |
|
|||||
|
Code or Specification Used: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Welding Process and Type: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Manual |
Semiautomatic |
|
|
Manual |
|
Semiautomatic |
|||
|
|
|
|
|
Mechanized |
Automatic |
|
|
Mechanized |
Automatic |
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
Backing: |
|
|
|
Used |
Not Used |
|
|
Required if used |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Base Metal |
Spec/P or |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Plate/Pipe Thickness – Groove |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Plate/Pipe Thickness – Fillet |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Groove |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Fillet |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Filler Metal |
Specification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Classification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Diameter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Consumable Insert |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Penetration Enhancing Flux |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Deposited Weld Metal Thickness |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Current/Polarity & Current Range |
|
Type/Polarity: |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Range: |
Amperes |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Metal Transfer Mode (GMAW or FCAW) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Torch Shielding Gas |
|
Type: |
|
Flow: |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Root Shielding Gas |
|
NA Type: |
Flow: |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
Position(s) |
|
|
|
Test Position(s) (1G, 2G, etc.): |
|
|
Qualified Position(s) (F, H, V, O, or All) |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Vertical Progression |
|
Uphill |
Downhill |
|
|
Uphill |
Downhill |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* NOTE: Insert NA for Variables that are identified as
|
|
|
|
MECHANICAL TEST RESULTS |
|
|
||
|
Type And Figure No. |
|
|
Results |
|
Type And Figure No. |
Results |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Guided mechanical Testing Conducted By: |
|
Date: |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
NONDESTRUCTIVE EXAMINATION RESULTS |
|
|
|||
|
Radiographic Results: |
|
|
|
Report No. |
|
|
|
|
|
|
|
|
|
|
||
|
Radiographic Testing Conducted By: |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Welding Witnessed By: |
|
|
|
Visual Inspection: Pass |
Fail (reason |
) |
|
|
|
|
|
|||||
|
We certify that the statements in this record are correct and the test welds were prepared, welded and tested in accordance with |
|||||||
|
the requirements of: AWS D1.1- |
, AWS B2.1- |
Other: |
|
|
|||
|
|
|
|
|
|
|||
|
Date Qualified: |
|
ATF Name and Number: |
|
|
|||
|
|
|
|
Signed By: |
CWI No. |
|
||
|
|
|
|
|
|
|
||
ATF WPQR Blank Form |
|
|
1 |
|
|
|||
| Fact Name | Description |
|---|---|
| Document Title | Welder and Welding Operator Performance Qualification Record |
| Required Identification | Welder's Name, ATF No, Test No, Welder’s SS No |
| Test Details | Includes Reference WPS No, Code or Specification Used, Welding Process and Type, and various specific welding parameters |
| Qualification Range | Covers Base Metal Specification, Plate/Pipe Thickness, Filler Metal Specification, and more, including specific conditions like Use of Backing, Pipe/Tubular Outside Diameter, and Consumables. |
| Mechanical and Nondestructive Examination Results | Includes results of Guided Bend Test, Radiographic Test, and Visual Inspection along with identification of the testing authority. |
| Verification and Certification | Document must be signed by a Certified Welding Inspector (CWI) indicating compliance with standards like AWS D1.1, AWS B2.1, among others. |
| Governing Laws and Standards | Primarily governed by standards set by the American Welding Society (AWS), particularly AWS D1.1 for structural welding and AWS B2.1 for general welding. State-specific laws may also apply. |
| Date and ATF Information | Includes the date the qualification was completed and the ATF (Accredited Test Facility) name and number, if applicable. |
Successfully completing a Welder Performance Qualification Record form is a crucial step in documenting a welder or welding operator's ability to perform competently under specified welding procedures. This record serves as formal recognition of the welder's qualifications and is necessary for compliance with various codes and requirements. Here’s a step-by-step guide to ensure the form is filled out accurately and thoroughly.
After filling out the form with all the required information, review it thoroughly for accuracy. This record, once completed, serves not only as a testament to the welder's skill but also as a crucial document for audit and compliance purposes. Ensuring its completeness and accuracy is essential for meeting the standards and regulations of the welding industry.
A Welder Performance Qualification Record (WPQR) is a document that verifies a welder's ability to produce welds meeting preset standards and criteria. This certification process involves the welder completing a test under supervised conditions, which is then evaluated based on specific welding codes and standards like AWS D1.1. The record includes details about the welder's identity, the test conditions, welding processes used, and the outcome of both destructive and non-destructive tests.
The WPQR form contains extensive detail about the qualification test, including:
In a WPQR, the "Qualified Position" refers to the welding positions for which the welder has been successfully tested and is qualified to perform. These positions are typically denoted as F (Flat), H (Horizontal), V (Vertical), O (Overhead), or All, indicating the welder can perform in any position. The test positions (like 1G, 2G, etc.) determine these qualifications.
Yes, both types of tests are crucial components of the WPQR. Mechanical tests assess the weld's physical properties, such as its strength and ductility. Nondestructive examination (NDE), including methods like radiographic (X-ray) testing, checks for internal and surface defects without damaging the weld. The results from these tests are fundamental to validating the welder's performance.
Yes, a WPQR can expire or become invalid under certain conditions. If a welder does not weld with the process or under the conditions he or she was qualified for within a six-month period, the qualification may need to be renewed. Additionally, revisions in codes or the welding procedure specifications (WPS) might also necessitate requalification.
While WPQR is focused on the welder's ability, a Welding Procedure Specification (WPS) is a document that describes how welding should be carried out. The WPS provides the recipe for the weld, detailing methods and conditions to ensure the resulting weld meets necessary standards. Essentially, WPS is about the process, while WPQR is about verifying the welder's ability to follow that process.
Certification for WPQR is typically performed by Accredited Testing Facilities (ATFs) recognized by relevant welding organizations, such as the American Welding Society (AWS). The process also involves a Certified Welding Inspector (CWI), who oversees the testing and certifies the results. ATFs and CWIs ensure that the testing and qualification process meets industry standards.
One common mistake people make when filling out the Welder Performance Qualification Record form is overlooking the importance of accurately and completely entering the welder's name, along with their Test Number and Social Security Number (SSN). This can lead to issues in correctly identifying the welder who took the qualification test, potentially affecting the validity of the certification.
Another error involves the section on Reference WPS No. (Welding Procedure Specification Number). Many fail to correctly tie the welder's performance to the specific welding procedure being tested. This connection is crucial as it demonstrates the welder's ability to perform under the specified guidelines and conditions set forth by the WPS.
Neglecting to specify the Code or Specification Used is a significant oversight. This information is essential as it sets the standards and regulations the weld test must adhere to. Without this, the qualification lacks context, making it difficult to determine if the correct procedures and safety standards were followed.
Incorrectly identifying the welding process and type can lead to misunderstandings about the welder's qualifications. The differentiation between manual, semiautomatic, mechanized, and automatic processes is pivotal in understanding the scope of the welder's expertise and the environments they are authorized to work within.
The omission of details regarding the use of backing is another frequent mistake. Whether backing was used or not, and if required, the type used, impacts the assessment of the weld's quality and the welder's skill in managing variables during the welding process.
A common error is inaccurately reporting the base metal specifications, including the material type and thickness. These details are crucial in evaluating the welder's ability to handle different materials and thicknesses, directly affecting the validity of their qualification across various welding projects.
Failure to accurately document the Filler Metal Specification No., Classification No., and other related details can invalidate the record. This information verifies the compatibility of the filler material with the base metals and the welding process used, ensuring the integrity of the weld.
Misreporting the Current/Polarity & Current Range can considerably impact the outcome of the welder’s performance evaluation. The electrical characteristics used during welding significantly influence the quality of the weld, and incorrect information here can question the reliability of the qualification.
Last but not least, neglecting to correctly fill out the sections on mechanical and nondestructive examination results, including whether the visual inspection was passed or failed, can lead to a misunderstanding of the welder's technical proficiency and the mechanical soundness of their welds. This comprehensive evaluation is critical to certify that the welder's performance aligns with industry standards.
In conclusion, avoiding these mistakes requires careful attention to detail and a thorough understanding of the welding processes and standards. Completeness, accuracy, and clarity in filling out each section of the Welder Performance Qualification Record form are crucial for ensuring the welder's qualifications are properly documented and recognized.
In the field of welding, documentation plays a crucial role in ensuring that all procedures and personnel meet the stringent requirements set forth by relevant standards. Along with the Welder Performance Qualification Record (WPQR), there are several key forms and documents frequently utilized to provide a comprehensive overview of a welder's skills, the procedures followed, and the quality assurance of the welding process. These documents not only help in maintaining the adherence to standards but also serve as a record for future reference.
Collectively, these documents contribute to a well-regulated, transparent, and quality-focused welding environment. By meticulously maintaining such records, organizations ensure compliance with standards, facilitate continuous improvement, and foster a culture of excellence in welding practices. It's not just about meeting the minimum requirements; it’s about striving for the highest quality and safety in every weld.
The Certification of Welding Inspectors Form closely resembles the Welder Performance Qualification Record form in its use of specific criteria to gauge competency. This form records the qualifications of an individual not based on their welding skills but on their ability to inspect welds, ensuring they meet certain standards. Like the Welder Performance Qualification, it involves detailed entries including the inspector's identification, areas of expertise, testing results, and certifications received, ensuring the individual’s proficiency is thoroughly documented and validated against industry standards.
A Material Test Report shares similarities with the Welder Performance Qualification Record form in terms of recording important test results. Material Test Reports detail the properties and the compliance of materials to specified standards, including chemical compositions and mechanical properties. Conversely, the Welder Performance Qualification Record focuses on the qualifications of the welder and the parameters of the welding process. Both documents serve as critical records that validate compliance with industry standards, maintaining a focus on quality and safety.
The Welding Procedure Specification (WPS) is another document that mirrors the structure and intent of the Welder Performance Qualification Record form. However, while the Welder Performance Qualification Record focuses on the welder’s ability to perform under specific conditions, the WPS outlines the welding process itself, providing detailed instructions for welders to follow to ensure a successful weld. Both documents require detailed technical specifications and are foundational to achieving and demonstrating compliance with quality and safety standards in welding operations.
A Job Safety Analysis (JSA) form, while primarily focused on safety rather than performance qualification, also shares some similarities with the Welder Performance Qualification Record form. A JSA form evaluates job tasks to identify risks and determine controls to mitigate hazards. Similar to the qualification record, it methodically breaks down tasks to assess critical components - in this case, focusing on safety rather than skill competency. Both forms play crucial roles in establishing protocols that ensure workplace safety and regulation compliance.
The Quality Control Checklist for Welding is akin to the Welder Performance Qualification Record, with both emphasizing the adherence to predetermined standards. This checklist is used during or after welding to ensure all aspects of the weld meet quality requirements. Similar to the qualification record, this checklist gathers data on welding processes, materials, and final outcomes, contributing to the overall assurance of project standards and compliance.
The Welder Continuity Log is comparable to the Welder Performance Qualification Record form in its record-keeping function. It tracks a welder’s active status in performing certain welding tasks, ensuring their qualifications remain valid over time. While the Welder Performance Qualification Record certifies a welder’s ability at a single point in time, the Welder Continuity Log maintains an ongoing record of their work to preserve the continuity of their certification, highlighting both documents' roles in credential maintenance.
A Non-Destructive Testing (NDT) Report parallels the Welder Performance Qualification Record form in aiming to ensure the integrity of welds without damaging the materials. While NDT Reports focus on the results of specific testing methods such as radiography or ultrasonic testing, the Welder Performance Qualification Record documents a welder’s ability to produce quality welds. Both are instrumental in maintaining high standards of safety and quality in welding projects.
The Employee Training Record shares a similar purpose with the Welder Performance Qualification Record, focusing on documenting the training and proficiency of personnel. Although more general in nature and not limited to welding, Employee Training Records capture details of skills gained, assessments passed, and certifications achieved, akin to how the Welder Performance Qualification Record documents a welder’s ability to meet specific welding standards.
The Inspection Test Plan (ITP) represents yet another document bearing resemblance to the Welder Performance Qualification Record form by delineating standards for ensuring quality throughout the production process. The ITP outlines the points of inspection and the criteria for acceptance at each phase of construction or production, similar to how the Welder Performance Qualification Record specifies the standards a welder must meet. Both documents contribute significantly to the overarching goal of quality assurance in projects.
When filling out the Welder Performance Qualification Record form, it's crucial to pay attention to detail and follow specific protocols to ensure the accuracy and validity of the documentation. Below are lists of things you should and shouldn't do during this process.
Things You Should Do
Things You Shouldn't Do
Understanding the Welder Performance Qualification Record (WPQR) is crucial for both welders and their employers, ensuring that welding operations meet the required standards for quality and safety. However, several misconceptions can lead to confusion. Let's clear up four common misunderstandings:
Correcting these misconceptions helps in recognizing the importance of the WPQR in maintaining high standards in welding operations. It's not just a formality but a critical part of ensuring quality, safety, and compliance in the field of welding. By understanding the specifics and requirements of the WPQR, welders can appropriately demonstrate their qualifications, and employers can ensure their operations meet industry standards.
Understanding the Welder Performance Qualification Record form is essential for documenting a welder’s ability to create welds that meet specific standards. Here are key takeaways for accurately completing and utilizing this form:
The Welder Performance Qualification Record not only serves as documentation of a welder's skills and qualifications but also as a tool for employers to verify compliance with industry standards. Careful and accurate completion of this form is crucial for upholding the quality and safety of welding operations.
Fedex Economy Freight - The form requires detailed content description, including package type, weight, and special handling instructions.
Transfer Tax Nj - A key component in the transfer of property that aids in the establishment of a transparent real estate market.